honigabfüllmaschine
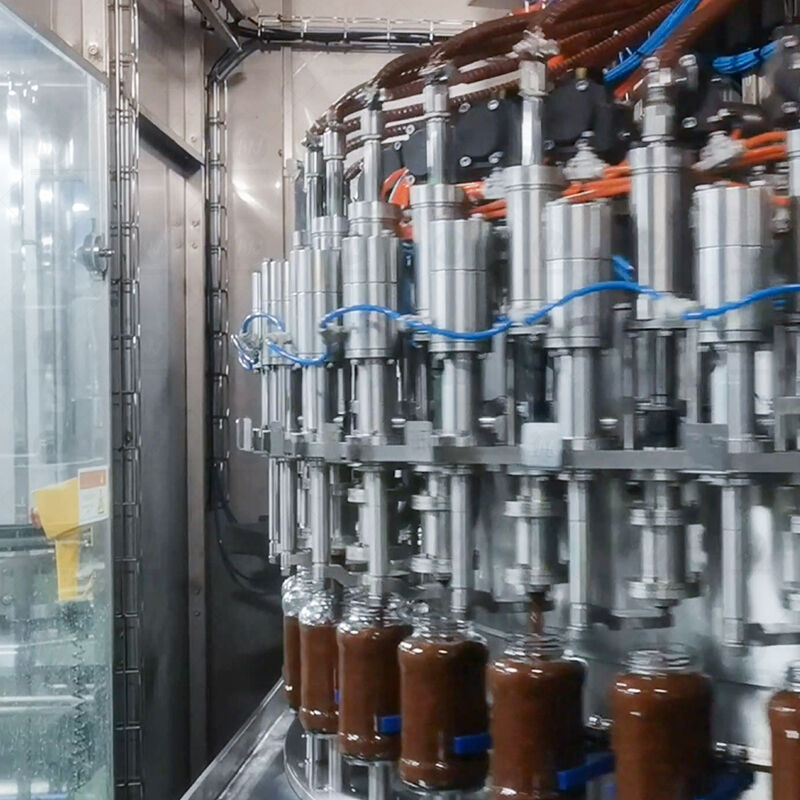
Eine Honigabfüllmaschine stellt ein spezialisiertes Stück Industrieausrüstung dar, das speziell dafür entwickelt wurde, Honig präzise in Behälter verschiedener Größen und Typen abzufüllen und zu verpacken. Diese hochentwickelte Maschinentechnik bewältigt die besonderen Herausforderungen, die mit den zähen Eigenschaften von Honig verbunden sind, und gewährleistet eine genaue Mengensteuerung, während die Produktintegrität während des gesamten Verpackungsprozesses erhalten bleibt. Moderne Honigabfüllmaschinen verfügen über fortschrittliche technologische Komponenten, die mit bemerkenswerter Effizienz und Konsistenz die dicke, klebrige Beschaffenheit des Honigs verarbeiten. Die Hauptfunktion einer Honigabfüllmaschine besteht darin, vorgegebene Mengen an Honig mit minimalem Verschnitt und maximaler Genauigkeit in Gläser, Flaschen oder andere Behälter abzufüllen. Diese Systeme verfügen typischerweise über beheizte Fülldüsen, die die optimale Honigtemperatur aufrechterhalten, Kristallisation verhindern und einen gleichmäßigen Fluss während des Verpackungsvorgangs sicherstellen. Die Ausrüstung ist für unterschiedliche Behälterformen und -größen geeignet und somit vielseitig einsetzbar für verschiedene Produktionsanforderungen. Fortschrittliche Modelle verfügen über programmierbare Steuerungen (SPS), die es den Bedienern ermöglichen, Abfülmengen, Geschwindigkeiten und Temperaturen entsprechend spezifischer Produktspezifikationen anzupassen. Die technologischen Merkmale von Honigabfüllmaschinen umfassen mehrere entscheidende Komponenten, die harmonisch zusammenwirken, um eine optimale Leistung zu erzielen. Temperaturregelungssysteme halten den Honig auf idealer Viskosität, während Präzisionspumpen eine genaue Dosierung sicherstellen. Viele Geräte verfügen über servogesteuerte Mechanismen für verbesserte Genauigkeit und Wiederholbarkeit. Tropfstopp-Systeme verhindern Produktverlust und sorgen für saubere Außenflächen der Behälter, während automatische Verschließmechanismen für komplette Verpackungslösungen integriert werden können. Die Anwendungsbereiche von Honigabfüllmaschinen erstrecken sich über mehrere Branchen, von kleinen handwerklichen Honigproduzenten bis hin zu großtechnischen kommerziellen Betrieben. Imkervereinigungen nutzen diese Maschinen, um ihre Ernte effizient zu verpacken, während Lebensmittelhersteller Honigabfüllanlagen in umfassendere Produktionslinien für Produkte, die Honig als Zutat enthalten, integrieren. Die Vielseitigkeit dieser Maschinen macht sie geeignet für Bio-Honigproduzenten, Spezialitäten-Lebensmittelunternehmen und industrielle Lebensmittelverarbeitungsbetriebe, die konsistente, hochwertige Honigverpackungslösungen benötigen.