soft drink canning machine
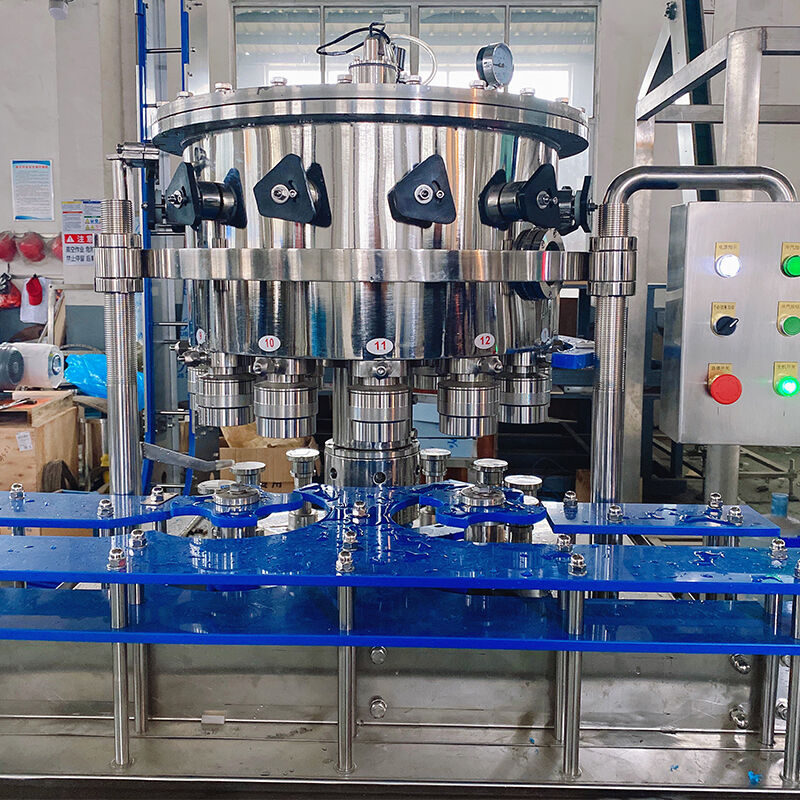
A soft drink canning machine represents a sophisticated piece of industrial equipment designed to automate the complete process of filling, sealing, and packaging carbonated beverages into aluminum cans. These advanced manufacturing systems incorporate multiple integrated components that work seamlessly together to ensure consistent product quality and high-speed production capabilities. The primary function of a soft drink canning machine involves precise liquid filling, where the equipment maintains exact volume control while preserving the carbonation levels essential for optimal beverage taste and quality. Modern canning machines utilize advanced sensor technology and programmable logic controllers to monitor every aspect of the production process, from can feeding and positioning to final sealing operations. The technological features of contemporary soft drink canning machines include stainless steel construction for superior hygiene standards, variable speed controls for different production requirements, and automated quality inspection systems that detect and reject defective containers. These machines typically incorporate counter-pressure filling technology, which prevents foam formation during the filling process by maintaining equal pressure between the liquid and the can environment. The sealing mechanism employs precision-engineered seaming heads that create airtight seals, ensuring product freshness and extended shelf life. Applications for soft drink canning machines span across various beverage manufacturing sectors, including large-scale commercial bottling plants, craft beverage producers, and medium-sized manufacturing facilities. The versatility of these machines allows them to handle different can sizes, ranging from standard 330ml containers to larger 500ml formats, making them suitable for diverse market demands. Additionally, the soft drink canning machine can accommodate various beverage types, including cola, lemon-lime sodas, energy drinks, and flavored sparkling water, providing manufacturers with flexible production capabilities to meet changing consumer preferences and market trends.