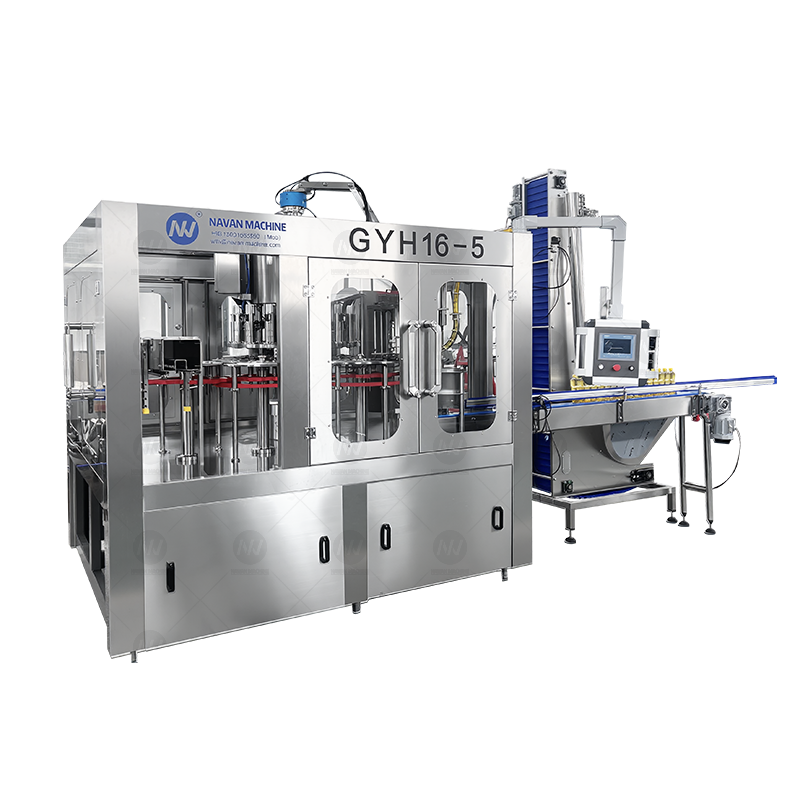
automatic edible oil filling machine
The automatic edible oil filling machine represents a revolutionary advancement in food packaging technology, designed specifically to handle the precise filling of various edible oils into containers with exceptional accuracy and efficiency. This sophisticated equipment integrates cutting-edge automation technology with specialized components engineered to meet the stringent requirements of the food processing industry. The primary function of the automatic edible oil filling machine centers on delivering consistent, contamination-free filling operations that maintain product quality while maximizing production throughput. The machine incorporates advanced servo-driven systems that control filling volumes with remarkable precision, ensuring each container receives the exact predetermined amount of oil. These systems utilize high-precision flow meters and electronic controls that continuously monitor and adjust filling parameters in real-time. The technological framework includes stainless steel construction throughout all product-contact surfaces, meeting FDA and international food safety standards. The automatic edible oil filling machine features programmable logic controllers that enable operators to easily adjust filling volumes, speeds, and operational parameters through intuitive touchscreen interfaces. Anti-drip nozzles prevent waste and maintain cleanliness during operation, while specialized heating systems maintain optimal oil viscosity for consistent flow rates. The machine accommodates various container sizes and shapes, from small bottles to large industrial containers, making it versatile for different production needs. Applications span across vegetable oil producers, olive oil manufacturers, specialty oil companies, and large-scale food processing facilities. The equipment handles different oil types including sunflower, canola, coconut, palm, and specialty cooking oils. Integration capabilities allow seamless connection with existing production lines, including conveyor systems, capping machines, and labeling equipment. Quality control features include automatic reject systems for improperly filled containers and comprehensive data logging for traceability requirements.