Versatile Multi-Product Compatibility
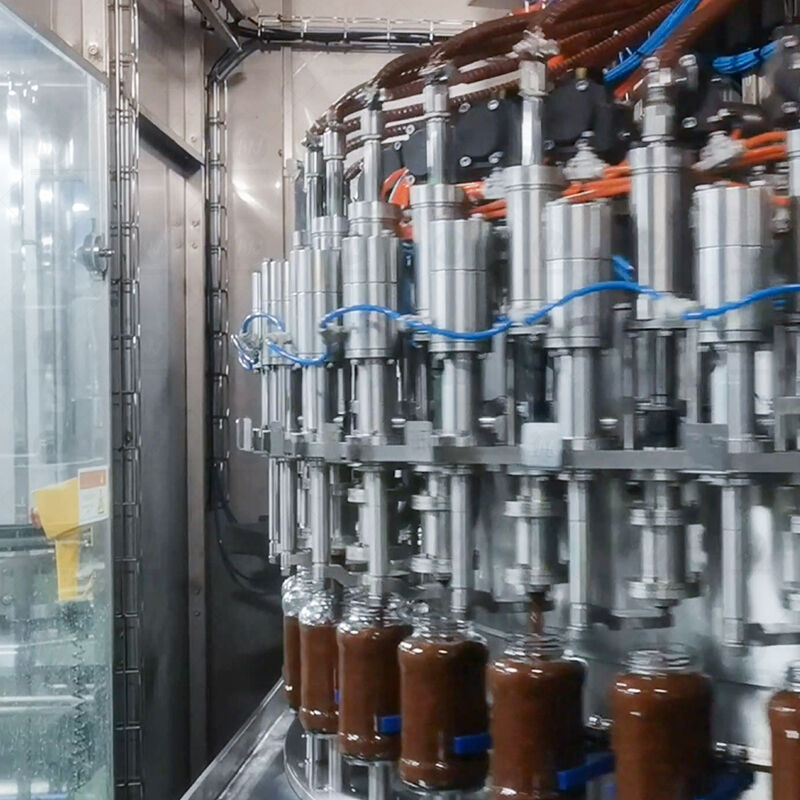
Multi-product compatibility stands as a defining characteristic of advanced viscous liquid filling machines, enabling manufacturers to process diverse thick fluids ranging from low-viscosity syrups to extremely thick pastes using a single equipment platform. This versatility eliminates the need for multiple specialized machines, significantly reducing capital investment requirements while maximizing production flexibility. The compatibility extends across viscosity ranges from 100 to 500,000 centipoise, accommodating products such as honey, chocolate syrups, cosmetic creams, pharmaceutical ointments, industrial adhesives, and food sauces within the same machine framework. Quick-change components facilitate rapid product transitions, with specialized pump heads, nozzles, and hoppers designed for easy removal and replacement without tools. The machines handle temperature-sensitive products through integrated heating and cooling systems that maintain optimal viscosity conditions throughout the filling process. Different container formats from small vials to large industrial containers are accommodated through adjustable conveyor systems and flexible nozzle positioning mechanisms. The versatility includes compatibility with various packaging materials including glass, plastic, metal, and composite containers, ensuring broad application potential across multiple market segments. Product-specific programming allows operators to store optimal settings for different viscous liquids, enabling consistent results when switching between products. The machines accommodate both water-based and oil-based formulations, with appropriate sealing systems and material selections preventing cross-contamination. Cleaning-in-place capabilities support multi-product operations by ensuring thorough sanitization between different formulations, particularly important for food and pharmaceutical applications. The compatibility extends to different production scales, from small batch specialty products to high-volume commercial production, through adjustable filling speeds and multiple nozzle configurations. Custom nozzle designs address specific product characteristics such as shear-sensitive materials or products prone to stringing. This multi-product compatibility provides manufacturers with exceptional operational flexibility, enabling rapid response to market demands and efficient utilization of production assets across diverse product portfolios while maintaining consistent quality standards.